When sourcing industrial bottle-making equipment, the decision to invest in an ISBM machine is among the most consequential a production manager or business owner can make. Injection stretch blow molding technology sits at the intersection of precision polymer science and high-speed manufacturing. Getting that investment wrong can mean years of suboptimal output, excessive unplanned downtime, inflated operating costs, and lost market competitiveness — consequences that are difficult to reverse once a capital decision has been executed.
Whether you are establishing a greenfield bottling facility, scaling up an existing production line, or replacing aging legacy equipment to remain competitive in a demanding market, understanding what separates a high-performance machine from an average one will protect your capital investment and measurably accelerate your return on investment. The ISBM sector has seen considerable manufacturing activity from both established engineering firms and lower-cost entrants, making structured, disciplined evaluation more critical than ever before.
This guide breaks down every major technical, operational, and commercial criterion that should feature in your selection process. From machine configuration and mold compatibility to energy efficiency, control system architecture, material versatility, and the long-term credibility of the supplier, every evaluation dimension is organized so your decision is informed, structured, and defensible to stakeholders at every level of your organization.
Ever-Power has spent years engineering ISBM solutions for customers across the food and beverage, pharmaceutical, personal care, and household chemical sectors. The insights in this article reflect real-world challenges that buyers encounter, and the standards that consistently differentiate world-class equipment from commodity machines in actual production environments.

Understanding the Injection Stretch Blow Molding Process
Before evaluating any machine specification, it is essential to understand what the injection stretch blow molding process actually demands of the equipment. Unlike two-stage blow molding — where preforms are manufactured separately and reheated prior to blowing — a single-stage machine performs injection molding, thermal conditioning, axial stretching, and radial blowing in a continuous, thermally integrated sequence. The complete thermal history of the plastic, from the moment molten resin enters the barrel to the instant a finished bottle is ejected, is managed entirely by the machine’s subsystems working in close, synchronized coordination.
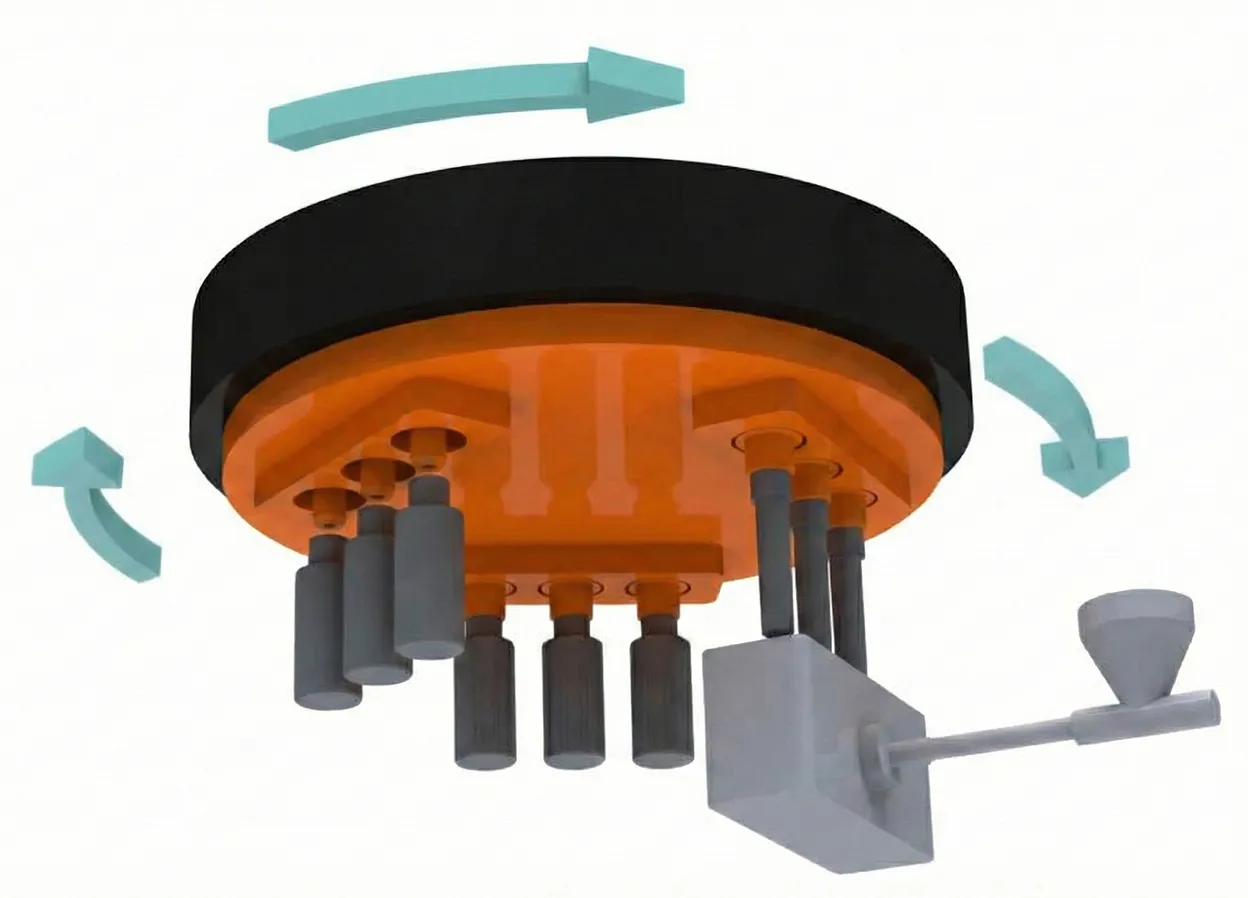
In a standard ISBM cycle, polymer is injected into precision preform cavities, partially cooled to a specific solid-skin temperature, transferred by rotary table to a conditioning station where wall-temperature uniformity is optimized across the entire preform profile, and then longitudinally stretched by a mechanical rod while simultaneously being inflated by high-pressure air to fill the blow mold to its final container shape. The complete sequence must be executed with microscopic repeatability every cycle, every shift, every day across millions of production cycles.
Even minor deviations in melt temperature, stretch rod timing, blow air pressure, or conditioning time can result in inconsistent wall thickness distribution, optical haze, stress cracking, unacceptable base geometry, or elevated acetaldehyde levels in food-contact applications. Because the entire process occurs in one thermally continuous sequence, there is no opportunity to sort or rework preforms between stages — defects created upstream propagate directly to finished containers.
This integrated nature is precisely what makes single-stage technology so advantageous for containers requiring exceptional optical clarity, complex geometry, or superior barrier properties. But it also means that every subsystem of the machine must be engineered to maintain process precision across millions of cycles under industrial production conditions. Every feature you evaluate in this guide ultimately serves one overriding goal: protecting and repeating that process window reliably across the full operational life of the equipment.
Machine Configuration: Stations, Layout, and Clamping Systems
The physical architecture of an ISBM machine directly determines its capability set, operating flexibility, and long-term production ceiling. Most commercially available machines are built on a rotary platform with either three or four stations, each performing a distinct phase of the molding cycle. Understanding the trade-offs between these configurations is foundational to matching the machine to your specific application requirements and volume targets.
3-Station Architecture
Integrates injection, conditioning, and blow-eject into a compact rotary platform. Well-suited for PP, PETG, and modest-cavity PET applications. Lower footprint, simplified mechanics, and reduced energy consumption make it attractive for smaller production volumes and diverse SKU environments.
4-Station Architecture
Adds a dedicated thermal conditioning station between injection and blowing. Enables superior wall-temperature uniformity for demanding PET grades at high output rates. The preferred configuration for large-volume beverage, personal care, and pharmaceutical container production.
Clamping System Selection
Toggle clamps deliver fast cycle speeds and energy efficiency for smaller mold sets. Hydraulic clamps provide uniform clamping force distribution for multi-cavity production runs. Platen parallelism tolerance under rated load directly governs mold life and container quality consistency across all cavities.
When evaluating a enostopenjski stroj za brizganje z raztezanjem in pihanjem, pay particular attention to the precision of the rotary table drive system. The angular positioning accuracy between stations must be maintained to fractions of a millimeter. Any drift in this system introduces misalignment between the preform neck finish and the blow-mold cavity entrance, causing flash at the parting line, jetting defects on the container body, or — in the worst case — direct mold collision that causes catastrophic damage requiring expensive repair and extended production shutdown.
High-end machines use servo-driven rotary actuators with absolute position encoders and real-time closed-loop correction, eliminating accumulated angular error across extended production runs. Ask any candidate supplier for their published rotary table positioning specification under load and how positional accuracy is verified and maintained throughout the machine’s operational life — this single parameter reveals a great deal about the engineering rigor behind the product.

Injection Unit Quality and Plasticizing Performance
The injection unit is the originating point of every bottle your machine will ever produce, and its engineering quality influences final container properties more directly than almost any other subsystem. A substandard injection unit narrows your process window, degrades resin intrinsic viscosity, and ultimately constrains the quality ceiling of your entire operation — regardless of how well-engineered the downstream blowing hardware is.
Screw L/D Ratio
For PET, the optimal range is 18:1 to 22:1. A ratio that is too short causes incomplete plasticization and IV degradation; too long increases residence time and thermal degradation risk, generating unacceptable acetaldehyde in food-contact applications.
Shot Consistency (CV%)
Industry-leading machines achieve coefficient of variation values below 0.3% at stable operating conditions. In multi-cavity molds, any shot imbalance causes some cavities to overfill while others underfill. Request published CV data — not estimates — from every candidate supplier.
Injection Velocity Profiling
Multi-stage velocity profiling across the injection stroke manages cavity pressure dynamics and reduces gate-area residual stress. Servo-driven injection axes offer the highest repeatability and consume 30–40% less energy versus conventional hydraulic injection circuits.
Barrel & Screw Metallurgy
Processing PET and glass-reinforced resins demands bimetallic barrels and hardened, corrosion-resistant screw surfaces. Standard tool-steel components appear price-competitive initially but drive up replacement costs and downtime significantly across a 15-year operational life.
Decompression (suckback) accuracy is another parameter that is frequently overlooked during machine evaluation but has a material impact on daily production quality. Precise suckback prevents molten drool at the injection gate between cycles, which in multi-cavity molds creates inconsistent fill patterns and surface defects. Verify that the machine’s suckback system maintains position accuracy within ±0.05 mm across the complete operational temperature range — not just under laboratory conditions.
Mold Compatibility, Cavity Count, and the Tooling Partnership
No ISBM machine performs better than the molds installed in it. The relationship between machine architecture and mold design is tighter in single-stage technology than in almost any other polymer processing format. When you select a machine, you are simultaneously making decisions about your tooling ecosystem for the next decade or more — which is precisely why choosing the right dobavitelj strojev za brizganje kalupov isbm is strategically as important as the machine selection itself.
Begin by confirming the machine’s maximum and minimum mold dimensions, cavity-spacing ranges, and effective platen area. These parameters define the complete universe of bottle designs you can run on the platform. Generous platen dimensions and flexible cavity-pitch configurations give product development teams full creative freedom; restrictive tooling envelopes force engineering compromises that limit your commercial agility for years after the machine purchase decision is made.
Key Mold System Evaluation Criteria
- Cavity count versus system balance: Additional cavities per cycle reduce cost-per-bottle but multiply precision requirements across injection, conditioning, and blowing simultaneously. Verify that the machine can maintain quality uniformity across all cavities at full production speed.
- Mold changeover time: Quick-change mounting systems with guided mold carriers and standardized plumbing can reduce full mold swaps from 4+ hours to under 90 minutes — a transformative efficiency difference in high-mix environments.
- Mold cooling circuit design: Conformal cooling channels, high thermal-conductivity insert materials, and optimized water circuit layouts directly determine your achievable cycle time ceiling and container quality consistency run-to-run.
- In-house mold engineering capability: Suppliers with an integrated mold workshop typically deliver superior machine-mold compatibility, shorter tooling lead times, and clearer accountability when tooling issues arise.
- Long-term revision and new-cavity support: Confirm the supplier can manufacture additional cavity sets and engineering revisions for new bottle designs within commercially realistic lead times and at competitive tooling costs.
Always insist on live production demonstrations at full cavity count using production-grade resin — not simplified showcase runs with reduced cavities or prototype materials. A reputable supplier will welcome the opportunity to demonstrate real-world performance. Hesitation to provide demonstrations under actual operating conditions is a significant caution signal that deserves direct and frank discussion before any purchase decision is made.

Production Capacity, Cycle Time, and Real Output Efficiency
Raw output capacity — expressed in bottles per hour — is the headline number in most equipment comparisons, but it tells an incomplete and often misleading story. A machine rated for 6,000 bottles per hour only delivers that commercial value when it is actually running at that speed with acceptable quality. The metrics that determine real operational performance are effective throughput and Overall Equipment Effectiveness (OEE), which together account for cycle time, uptime, changeover frequency, and in-process reject rate as a fully integrated system.
Cycle time is fundamentally governed by the slowest station in the production sequence. In a properly balanced four-station machine, each station should complete its phase in approximately equal duration. Station-level imbalance wastes capacity and is frequently masked in headline output specifications that measure ideal-condition performance rather than actual production conditions with real resins and production molds. Request station-by-station cycle time breakdowns from every candidate supplier — not just total rated output figures at nominal conditions.
Machines with predictive maintenance capabilities — vibration monitoring on critical drive bearings, temperature trend analysis on barrel heater zones, and hydraulic pressure anomaly alerts — allow maintenance teams to address developing issues before they escalate into unplanned production stoppages. Calculate your facility’s unplanned downtime cost per hour and use that figure as a concrete financial argument for specifying diagnostic capability as a standard feature, not an optional extra.
Control System Architecture and Automation Integration
The intelligence layer of an ISBM machine — its control system architecture — is what transforms hardware capability into consistent, measurable production performance. Over the past decade, control platform sophistication has become one of the most meaningful differentiators between machine generations and between manufacturers at different quality tiers. A well-implemented control system delivers dividends in reduced changeover time, faster troubleshooting response, lower operator skill dependency, and higher quality consistency every day across the machine’s operational life.
Modern high-performance machines use industrial PLC platforms from established automation suppliers such as Siemens, Allen-Bradley, or Beckhoff, paired with high-resolution touchscreen HMIs that present process data intuitively and allow parameter adjustments without requiring deep PLC programming knowledge at the operator level. The breadth and depth of process data logging — how many variables are recorded, at what time resolution, and for how long — determines the machine’s utility as both a diagnostic instrument and a continuous improvement platform.
Recipe Management
Stores all process parameters for every product format and restores them automatically on format recall, eliminating operator-to-operator variability and dramatically reducing changeover time versus paper-based parameter management systems.
Industry 4.0 Connectivity
OPC-UA and EUROMAP communication standards enable live data exchange with downstream filling and labeling equipment, ERP platforms, and factory MES systems — the foundation of a connected packaging line that improves visibility and decision-making at every level.
Fault Detection Logic
Advanced systems detect anomalies at the individual station level and execute a graceful evacuation of in-process preforms before shutdown, preventing molten material from being trapped in the barrel or cavities — a key indicator of engineering maturity and design thoroughness.
Process Data Logging
Rich time-stamped process logs allow engineers to correlate quality events with machine conditions, compressing root cause analysis from days to hours and enabling systematic, data-driven continuous improvement across extended production campaigns.
Remote diagnostic capability — the ability for the supplier’s engineering team to securely access the machine’s control system via encrypted VPN connection — has become a baseline expectation for premium equipment. Machines without remote access require on-site engineer visits for every technical intervention, extending issue resolution time from hours to days and accumulating significant cost over the equipment’s operational life. Verify that the remote access implementation meets your facility’s cybersecurity requirements as well as the supplier’s technical needs.

Material Versatility and Container Quality Standards
The range of materials an ISBM machine can reliably process defines both your current product scope and your future commercial flexibility. While PET dominates single-stage ISBM production — accounting for the large majority of water, carbonated soft drink, juice, edible oil, and personal care container applications globally — the ability to process PP, HDPE, PETG, and emerging bio-based PET variants is becoming increasingly relevant as brand owners diversify their portfolios and sustainability commitments drive material specification changes across the packaging industry.
Evaluate whether the machine’s complete heating system — barrel zone heaters, preform conditioning heater arrays, and blow mold temperature control circuits — can accommodate the different processing windows required for each resin family. PP and HDPE require meaningfully different temperature profiles, residence-time limits, and stretch-ratio targets compared to PET. Some machines offer modular, zone-by-zone adjustable heating configurations; others are architecturally optimized for PET and will produce substandard results with alternative materials regardless of how carefully operators adjust process parameters.
Biaxial orientation ratios — the combined effect of axial stretch from the mechanical stretch rod and hoop stretch from the blowing air pressure — determine the mechanical and optical performance envelope of the finished container: top-load strength, side-wall stiffness, drop impact resistance, and gas barrier properties. Machines that offer independent, precise control of stretch rod velocity, rod stroke endpoint, and blow pressure as separately programmable process parameters give process engineers the freedom to optimize orientation ratios for each specific material and bottle geometry combination.
For food-contact and pharmaceutical applications, confirm that all material contact surfaces comply with applicable regulations — FDA 21 CFR, EU Regulation 10/2011, or regional equivalent — and that the machine’s design and documented cleaning procedures prevent cross-contamination between production campaigns using different resin grades. Compliance documentation should be provided as a standard commercial deliverable, not as an expensive optional package.
Evaluating ISBM Machine Manufacturers: A Due-Diligence Framework
In a market populated by dozens of proizvajalci strojev za brizganje in raztezanje z vdihavanjem at widely varying quality and reliability levels, separating genuinely capable suppliers from those offering superficially similar but inadequately engineered products requires disciplined, systematic due diligence. The following framework provides a structured evaluation approach that experienced capital equipment buyers consistently use to protect multi-year production investments.
Company History and Manufacturing Stability
ISBM machines carry operational lives of 15 to 25 years. A supplier with decades of established design and manufacturing history, owned production facilities, and a stable senior engineering team is fundamentally more likely to support your machine throughout that full lifecycle than a newer market entrant or a trading company reselling OEM-built equipment under a private label brand.
Reference Customer Verification
Reference customers are the single most reliable source of supplier intelligence available to buyers. Request a list of customers currently operating the exact machine model you are considering in applications and at output rates comparable to your requirements. Make direct, independent contact with at least three references and ask specifically about technical responsiveness, spare parts lead times, and whether delivered performance matched originally contracted specifications.
Factory Audit
Factory audits should be non-negotiable for any major capital equipment purchase. Visit the manufacturing facility and evaluate the production quality control systems, the depth of in-house machining capability, and the qualifications of engineering and applications development teams. As a respected proizvajalec strojev ISBM, Ever-Power welcomes customer factory audits and maintains full transparency about manufacturing processes, component sourcing strategies, and finished machine acceptance testing protocols.
Certifications and Quality Culture
CE marking and ISO 9001 registration establish a baseline level of process discipline, but the real differentiator is how deeply quality engineering is embedded in the design and production culture — not just captured in formal quality management documents. Ask to review non-conformance records, corrective action histories, and supplier qualification documentation to assess quality culture at a practical rather than ceremonial level.
Spare Parts Infrastructure and Regional Support
Can the supplier deliver critical wear components — injection screws, barrels, hydraulic seals, valves, and mold carrier components — within 48 hours from warehouse stock? Is there a regional service engineer presence in your geography, or does every on-site technical call require international travel? These practical questions directly determine your real downtime exposure across 20 years of machine operation and are as commercially important as the equipment’s headline specification.

After-Sales Support, Training, and Long-Term Partnership Value
The purchase of an ISBM machine is the beginning — not the conclusion — of your relationship with the supplier. Over a 15 to 20-year operational life, the cumulative value of technical support, operator and engineering training, spare parts supply, and application development assistance will frequently equal or exceed the original machine purchase price. Weighting after-sales capability appropriately in your supplier evaluation is not merely prudent; it is an essential part of calculating true total cost of ownership and long-term operating profitability.
Technical Training Programs
Confirm that training covers both operator-level functions and advanced process engineering disciplines. Look for structured programs available on-site at your facility, at the manufacturer’s factory, and in online formats for ongoing team development — not a single one-time commissioning visit treated as the complete training program.
Preventive Maintenance Programs
Request the full recommended PM schedule with associated parts costs and cost it out over five years. This exercise reveals both the true cost of ownership and how thoroughly the supplier understands their own machine’s wear characteristics and failure modes — two indicators that correlate strongly with overall engineering quality.
Warranty Terms Analysis
Examine exclusion clauses as carefully as headline coverage periods. Ask specifically about warranty scope for hydraulic components, electrical control assemblies, and the injection screw and barrel. Average warranty parts lead time reveals more about the real support experience than the headline warranty duration figure.
Regional Service Coverage
A local service engineer who can arrive on-site within 24–48 hours is worth substantially more than a remote support team requiring intercontinental travel for every on-site intervention. Map the supplier’s real service coverage against your facility’s geography before committing to any purchase agreement.
The depth of application engineering support available post-purchase also matters significantly. When you need to qualify a new resin grade, introduce a new bottle format, or optimize an existing product for lightweighting, access to a supplier application engineer who understands your specific machine platform and your material system is far more valuable than generic technical documentation. Ask suppliers to describe specific examples where their application team solved post-installation process challenges for customers — the quality and specificity of their answers will be revealing.
Replacing Legacy Equipment: Key Considerations for Existing Operations
For facilities currently operating older or legacy equipment, the upgrade decision involves additional dimensions that a greenfield buyer does not need to consider. Compatibility of the candidate new machine with your existing mold inventory is typically the most operationally urgent question. If your facility has invested significantly in molds engineered to a specific machine’s platen format, cooling circuit layout, and cavity alignment standard, switching platforms may require expensive tooling modification or complete mold replacement — costs that must be fully factored into the total capital investment calculation before any commitment is made.
One scenario that recurs regularly in the global market is the zamenjava strojev za brizganje in raztezanje z vpihovanjem Aoki. Aoki machines have historically been respected for their robust mechanical engineering, but as installed bases age through the 15 to 20-year mark, customers increasingly face challenges sourcing genuine spare parts at reasonable cost and accessing current technical support for platform-specific issues. When replacing Aoki or any other legacy platform, document your existing mold inventory comprehensively — platen dimensions, cooling circuit flow rates, cavity alignment datums, and neck finish specifications — and verify that the candidate replacement machine can accommodate your existing tooling natively or through engineering-validated adapter solutions.
Line Capacity Balance — A Critical Pre-Purchase Check
Upgrading to a machine with significantly higher output than your downstream filling, capping, and labeling equipment can accommodate creates a bottleneck rather than a productivity improvement. A comprehensive line capacity audit — measuring the rated throughput of every downstream unit relative to the candidate ISBM machine’s rated output at your target cavitation — should be completed and reviewed before any capital equipment decision is finalized.
Prioritize suppliers that have documented experience transitioning customers from the specific legacy platform you are replacing. Suppliers with this background will often have developed validated adapter solutions, accelerated installation procedures, and realistic product qualification timelines that significantly reduce the complexity, cost, and schedule risk of the transition from your perspective as the buyer.
Where to Source Quality ISBM Machines and How to Evaluate Sellers
For buyers actively in the market, knowing where to source credible options is as important as knowing what technical features to evaluate. The isbm stroj naprodaj market spans an exceptionally wide quality and service spectrum — from premium original equipment manufacturers with comprehensive global support networks and multi-decade engineering track records, to grey-market resellers offering machines of undisclosed provenance with no meaningful warranty, no spare parts infrastructure, and no technical service backing after the equipment is delivered.
Direct purchase from an established OEM manufacturer is almost always the appropriate approach for production-scale capital investments. It provides clear commercial accountability, access to factory engineering and application development support, warranties backed by the manufacturer’s own component inventory and engineering team, and a long-term supplier relationship that can support future capacity expansion, new product development projects, and platform technology upgrades across the machine’s full operational life.
International trade exhibitions — Chinaplas, Interpack, Drinktec, and NPE — are valuable venues for comparing multiple suppliers in a time-efficient environment, evaluating live machine demonstrations side by side, and meeting engineering teams in person before advancing conversations to the commercial stage. However, always supplement trade show encounters with independent factory visits, direct reference customer contacts, and third-party technical assessments before any commercial commitment is executed.
Ever-Power offers a comprehensive portfolio of ISBM machines directly from our manufacturing facility, with professional global delivery, full installation and commissioning services, and structured training programs for both operators and process engineers. Our applications team supports buyers from initial specification development through to full production qualification, ensuring the equipment you invest in performs precisely as agreed against every contracted parameter and continues to do so throughout its operational lifetime.

Quick Reference: ISBM Machine Buyer’s Checklist
- 3-station vs 4-station configuration for your resin and volume
- Clamping force rating and platen parallelism specification
- Rotary table positioning accuracy under load
- Overall footprint versus available installation space
- Screw L/D ratio optimized for target resin family
- Published shot-weight consistency (CV%) data
- Multi-stage injection velocity profiling capability
- Barrel and screw metallurgy specification
- Maximum/minimum mold dimensions and cavity pitch range
- Changeover time at full cavity count with production crew
- In-house mold design and manufacturing capability
- Compatibility with existing tooling inventory
- Station-by-station cycle time breakdown data
- Published OEE from operating reference sites
- Energy consumption per 1,000 bottles at rated output
- In-process reject rate AQL data from production references
- PLC platform brand and HMI touchscreen quality
- Recipe management system depth and format capacity
- OPC-UA / EUROMAP Industry 4.0 communication
- Remote diagnostic access capability and security
- Company history, ownership, and financial stability
- Factory audit with quality systems review
- Reference customers in comparable applications
- Spare parts stock availability and delivery lead times
Related ISBM Machine Products
Explore Ever-Power’s full range of professional injection stretch blow molding machines, molds, and custom solutions — engineered for precision, long-term reliability, and outstanding production performance across demanding industrial applications.
















