Hiểu về phương pháp ép phun kéo giãn thổi khuôn
Injection stretch blow molding, commonly abbreviated as ISBM, is a precision manufacturing process used to produce high-clarity, lightweight, and structurally sound plastic containers. If you have ever held a pharmaceutical bottle with crystal-clear walls, a cosmetics jar with a perfectly smooth neck finish, or a small beverage container that feels surprisingly sturdy for its weight, there is an excellent chance it was made on an ISBM line. The technology combines injection molding, thermal conditioning, and biaxial stretch blow molding into one tightly integrated workflow, and the result is a container that outperforms those produced by extrusion blow molding on nearly every quality metric.
The global demand for ISBM containers has expanded significantly over the past decade. Pharmaceutical regulations increasingly require tamper-evident, dimensionally precise packaging. Cosmetic brands want bottles that look and feel premium without adding material cost. Food and beverage companies need containers that protect flavor integrity while reducing resin consumption. All of these demands converge on the injection stretch blow molding machine, a platform that delivers repeatable precision at commercial production speeds.
In this article, we walk through the entire ISBM process from pellet to finished bottle. We explain the core stations, the science behind biaxial orientation, the machine configurations available, and the factors that separate a mediocre production run from a truly optimized one. Whether you are evaluating your first Máy ISBM cần bán or looking to upgrade an aging line, this guide will give you the technical grounding to make confident decisions.
Ever-Power has spent years refining ISBM technology at our manufacturing facilities, and much of what follows reflects direct engineering experience. We believe that the more deeply a buyer understands the process, the better the partnership between machine builder and bottle producer.
What Exactly Is ISBM and Why Does It Matter?
ISBM stands for Injection Stretch Blow Molding. At its simplest, the process creates a plastic container in three connected stages: first, molten polymer is injected into a preform cavity to create a test-tube-shaped intermediate part; second, that preform is thermally conditioned to a precise and uniform temperature profile; and third, a stretch rod extends the preform axially while compressed air inflates it radially against the walls of a blow mold cavity. The simultaneous axial and radial stretching is what gives the process its defining characteristic — biaxial molecular orientation.
Biaxial orientation aligns the polymer chains in two perpendicular directions. This molecular realignment dramatically improves the mechanical strength, optical clarity, gas-barrier performance, and impact resistance of the finished container. A biaxially oriented PET bottle, for example, can be up to five times stronger than a non-oriented bottle of the same wall thickness. That strength gain translates directly into material savings — thinner walls, less resin per bottle, lower raw-material cost per unit.
Unlike the two-stage reheat stretch blow molding process, where preforms are injection molded on one machine, stored, shipped, and later reheated and blown on a separate machine, ISBM performs everything on a single platform. The preform never fully cools between injection and blowing. This retained heat dramatically reduces energy consumption, eliminates the logistics of preform storage and transport, and ensures that the thermal profile reaching the blow station is as uniform as possible.
The single-platform design is why many engineers refer to this technology as a máy ép phun kéo giãn thổi một giai đoạn. The term underscores the fact that injection, conditioning, blowing, and ejection happen in one continuous cycle on one piece of equipment, with the preform carried between stations on a rotating transfer mechanism.
The Four Core Stations: Step by Step
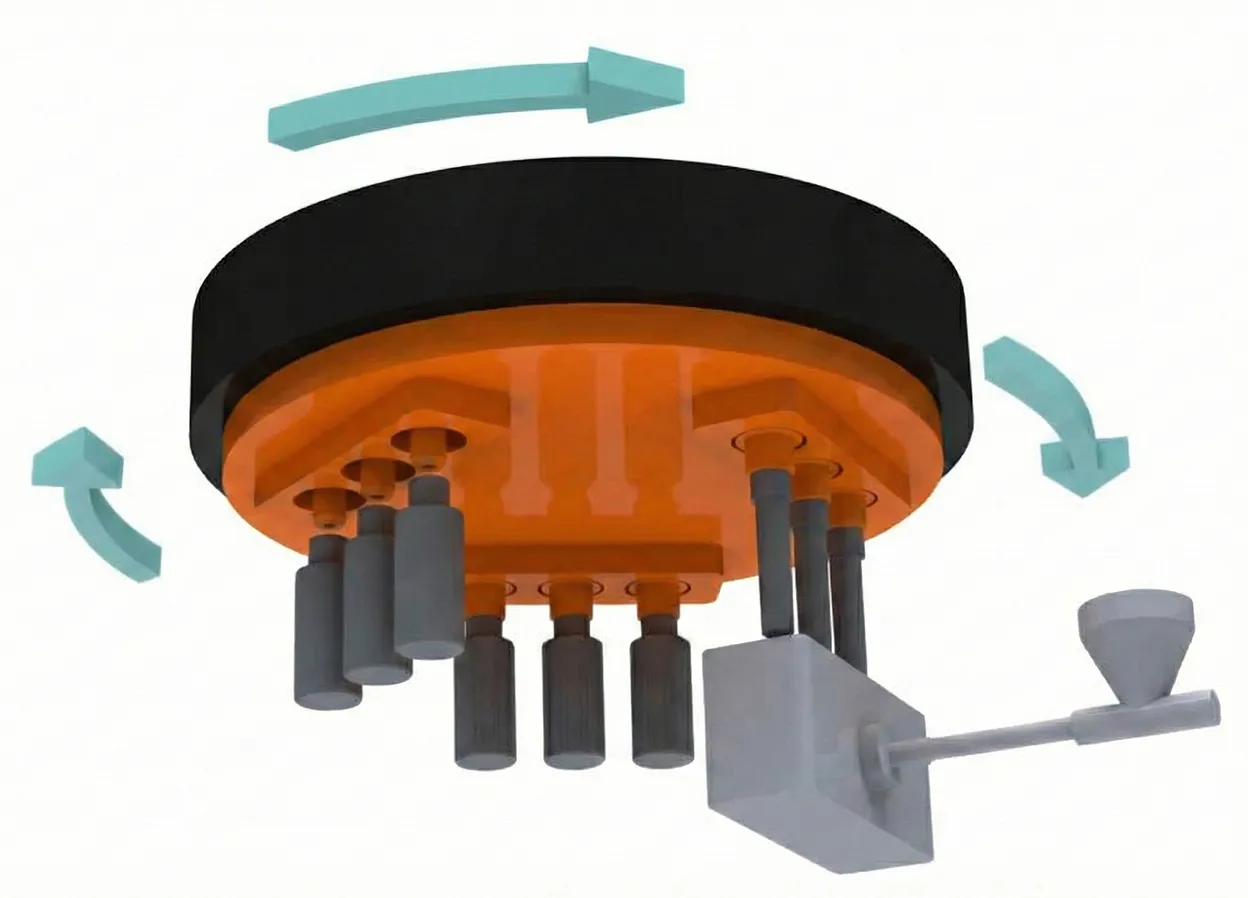
A standard ISBM machine operates on a rotary indexing table — typically with three or four stations. Each station performs a distinct task, and the table rotates at fixed intervals to advance every preform through the complete production cycle simultaneously. Let us examine each station in detail.
Station One — Injection Molding the Preform
The cycle begins when dried PET, PP, PETG, Tritan, or another suitable resin is fed from a hopper into the barrel of a plasticizing screw. The screw rotates, conveying the pellets forward through progressively hotter barrel zones. Shear heat generated by the screw flight, combined with external band heaters, raises the polymer above its melting point and transforms it into a homogeneous melt.
Once a measured shot of melt accumulates in front of the screw tip, the screw acts as a plunger and injects the material through a hot-runner manifold and into a multi-cavity preform mold. Each cavity is built with extreme dimensional precision — tolerances are typically within plus or minus 0.05 mm on the neck finish and body wall. The injection mold has a cooled cavity block and a core rod that defines the interior geometry of the preform.
At this station, the neck finish of the bottle is formed to its final geometry. Thread details, tamper-evident bands, sealing surfaces, and snap-fit features are all created during injection, and they require no further modification. This is one of the fundamental advantages of ISBM over extrusion blow molding, where neck precision is inherently limited by the pinch-off and trim process. Because the preform is injection molded around a precision core pin, the neck concentricity and sealing surface flatness are exceptional — often within 0.02 mm total indicator runout. That level of accuracy matters enormously for pharmaceutical closures, aerosol valves, and any application where a secure, leak-free seal is non-negotiable.

Station Two — Thermal Conditioning
After the preform is injection molded, the rotary table indexes it to the conditioning station. At this point, the preform is still warm from injection, but its temperature profile is not uniform. The outer skin, which contacted the cooled cavity wall, is cooler than the interior core, which contacted the heated core pin. The conditioning station exists to equilibrate and fine-tune this temperature profile so that the preform stretches evenly and predictably at the blow station.
Conditioning methods vary by machine design. Some machines use radiant infrared heaters positioned around the preform to add heat selectively to cooler zones. Others use temperature-controlled conditioning pots — hollow shells that surround the preform body and conduct heat into or out of the material to bring every zone to the target temperature. In some advanced configurations, both methods are combined. The preform body needs to be at a temperature slightly above the glass transition point of the resin (around 80 to 100 degrees Celsius for PET, for example) but well below the melting point. At this temperature, the polymer chains are mobile enough to be stretched and oriented but not so fluid that they lose molecular memory.
Temperature uniformity at this stage is arguably the single most important factor in final bottle quality. If one side of the preform is even a few degrees warmer than the other, it will stretch more easily and produce a thinner wall section on that side. The best machines achieve temperature uniformity within plus or minus one degree Celsius across the entire preform body, and that consistency is what enables extreme lightweighting without sacrificing structural integrity. Proper conditioning is the silent hero of the ISBM process — it rarely gets the attention it deserves in marketing literature, but experienced process engineers know it makes or breaks the production run.

Station Three — Stretch Blow Molding
This is the heart of the process — the stage where a simple test-tube-shaped preform is transformed into a fully shaped container in a matter of seconds. The conditioned preform is indexed into the blow mold, which clamps shut around it. A stretch rod then descends through the neck of the preform and pushes the base downward, stretching the material axially. Almost simultaneously, compressed air is introduced through the neck — first at a low pre-blow pressure to begin inflation, and then at a higher final-blow pressure to force the material tightly against every detail of the mold cavity.
The stretching happens in two directions at once. The stretch rod provides axial (lengthwise) orientation, and the compressed air provides radial (hoop direction) orientation. Together, they create a biaxially oriented structure in which the polymer chains are locked into a strong, aligned configuration. Stretch ratios are carefully calculated. The axial stretch ratio is defined as the length of the blown body divided by the length of the preform body, and the hoop stretch ratio is defined as the diameter of the blown body divided by the diameter of the preform body. For PET, optimal total planar stretch ratios typically fall in the range of nine to twelve. Going below that range leaves strength and clarity on the table; going above it risks stress whitening or blow-outs.
The stretch rod speed, pre-blow timing, pre-blow pressure, final-blow pressure, and blow-mold temperature are all independently adjustable parameters. Each one affects the final wall distribution, and process engineers spend considerable time tuning these variables to achieve the lightest possible bottle with acceptable top-load strength and drop-impact resistance. Modern servo-driven stretch systems allow rod speed profiles to be programmed as curves rather than simple on-off commands, giving engineers unprecedented control over how material distributes during the blow phase.
Station Four — Ejection and Discharge
After the container has been blown and cooled against the mold walls for a set hold time, the blow mold opens and the finished bottle is ejected. On most machines, a stripper plate or mechanical cam lifts the bottle off the core pin, and it drops onto a conveyor or into a collection chute. The ejection station on a four-station machine is a dedicated position. On three-station machines, ejection occurs at the same rotational position as blow molding — the bottle is ejected and a freshly conditioned preform is immediately indexed into the same blow mold.
Because the bottle leaves the machine fully formed, trimmed, and ready to fill, there is zero post-processing waste and no need for secondary trimming operations. Every gram of resin that enters the injection barrel ends up in a saleable container (assuming stable process conditions), and that near-zero scrap rate is one of the most compelling economic arguments for the ISBM process.
The Key Advantage: Zero Scrap, Complete Precision
Unlike extrusion blow molding, which produces flash waste at every parting line, ISBM generates virtually no scrap material. The injection-molded preform uses only the exact amount of resin needed for the final container, and the neck finish is formed to its final dimensions during injection. This eliminates trimming, deflashing, and regrind handling — reducing waste, labor, and downstream quality risk in a single stroke.
The Science Behind Biaxial Orientation
To truly understand why ISBM containers outperform alternatives, you need to understand what happens at the molecular level during the stretch blow phase. Thermoplastic polymers like PET consist of long-chain molecules that, in their natural state, are randomly coiled and entangled. When these chains are stretched at the right temperature — above the glass transition temperature but below the crystallization temperature — they uncoil and align in the direction of the applied force.
In uniaxial stretching, chains align in one direction, which improves properties along that axis but can weaken the material in the perpendicular direction. Biaxial stretching, by contrast, aligns chains in two directions simultaneously. The result is a material with balanced strength, improved clarity (because the aligned chains scatter less light), and enhanced barrier properties (because the tighter molecular packing reduces the free volume through which gas molecules can permeate).
For PET specifically, biaxial orientation can also induce strain-induced crystallization. As the chains are stretched, they organize into small crystalline domains that act as physical crosslinks, further stiffening the material and improving its thermal stability. This is why a stretch-blown PET bottle can withstand hot-fill temperatures that would collapse an amorphous, non-oriented PET container. The degree of crystallinity in a well-oriented ISBM bottle sidewall typically falls between 25 and 35 percent, depending on the resin grade and process conditions.
The practical implications are significant. A biaxially oriented bottle can be designed with walls 20 to 40 percent thinner than a non-oriented bottle of equivalent strength. For high-volume production, that weight reduction compounds into enormous resin savings. It also reduces shipping weight and carbon footprint per unit, which is increasingly important for brands that report environmental metrics to their stakeholders.
Machine Configurations: Three-Station vs. Four-Station
ISBM machines are available in two primary configurations that differ in how the rotary indexing cycle is organized. Understanding the distinction helps buyers match the right platform to their production requirements.
Three-Station Configuration
In a three-station machine, the rotary table has three positions: injection, conditioning, and blow-eject. At the third station, the bottle is blown and then ejected before the next conditioned preform rotates in. This configuration has a smaller footprint and lower capital cost, making it popular for applications with moderate output requirements.
The trade-off is that the blow and eject functions share cycle time at the same station, which can limit the cooling time available for heavier preforms. For thin-walled containers and applications where cycle time is not bottlenecked by blow-station dwell, three-station machines deliver excellent productivity per dollar invested.
Four-Station Configuration
A four-station machine adds a dedicated ejection station, separating the blow and eject functions. This gives the blow mold the full cycle interval for pressurization, cooling, and stabilization, which is beneficial for heavier preforms, wide-mouth jars, and containers with thick bases or complex geometries.
The dedicated ejection station also allows for optional additional cooling or inspection integration. Four-station machines are generally preferred for pharmaceutical, high-volume beverage, and specialty packaging lines where cycle-time optimization and maximum quality control flexibility are priorities.
Regardless of configuration, both three- and four-station ISBM machines share the same fundamental operating principle: the preform is injection molded, conditioned, stretched, blown, and ejected in a single continuous cycle on a single rotating platform. The choice between them depends on the specific container geometry, resin type, wall thickness, and target output rate.
Many established operations in the industry that have relied on legacy equipment are now exploring replacement of aoki injection stretch blow molding machines with modern platforms that offer improved energy efficiency, faster cycle times, and more intuitive servo-driven controls. The transition to newer technology typically pays for itself within two to three years through reduced energy consumption and increased output alone.
Materials Processed on ISBM Machines
While PET is the most widely processed resin on ISBM equipment, the technology is compatible with a broad range of thermoplastics. Each material brings distinct processing characteristics and end-use properties that influence how the machine parameters are configured.
PET (Polyethylene Terephthalate)
The workhorse of ISBM. Excellent clarity, strong barrier properties, and superb stretchability. Used for water, juice, pharmaceutical, and cosmetic bottles. Stretch temperatures typically range from 95 to 110 degrees Celsius.
PP (Polypropylene)
Ideal for hot-fill applications and containers that must withstand autoclaving. PP requires higher conditioning temperatures and tighter process windows than PET, but modern ISBM machines handle it reliably. Common in pharmaceutical and infant-care packaging.
PETG, Tritan, and Specialty Copolyesters
These resins offer BPA-free alternatives with outstanding clarity and chemical resistance. They process at slightly different temperatures than PET and are increasingly popular in reusable drinkware, cosmetics, and medical device packaging applications.
Advantages of ISBM Over Other Molding Methods
Choosing the right container manufacturing technology is a strategic decision that affects product quality, material cost, production efficiency, and brand perception. ISBM offers a compelling combination of advantages that makes it the preferred method for a wide range of applications.
Superior Neck Precision
The injection-molded neck finish achieves dimensional tolerances that extrusion blow molding simply cannot match. This ensures consistent sealing performance, reliable tamper-evident closures, and compatibility with automated filling and capping lines. For pharmaceutical and medical packaging, this precision is often a regulatory requirement.
Exceptional Clarity
Biaxial orientation minimizes haze and maximizes light transmission through the container wall. For cosmetics and premium beverages, the visual appearance of the bottle is part of the brand experience. An ISBM-produced bottle has a glass-like transparency that immediately communicates quality to the consumer.
Hiệu quả vật liệu
With virtually zero scrap material and the ability to lightweight container walls through biaxial orientation, ISBM uses less resin per container than any competing technology for the same performance specifications. Over the course of a year, the savings on a high-volume line are substantial.
Integrated Single-Stage Process
By combining injection, conditioning, blowing, and ejection on a single machine, ISBM eliminates the logistics and energy costs associated with preform storage, transportation, and reheating. The factory footprint is smaller, the supply chain is simpler, and the energy cost per bottle is lower.

Design Flexibility
ISBM accommodates a wide range of container shapes, from narrow-neck bottles to wide-mouth jars, and from round cross-sections to oval and rectangular profiles. Complex geometries including integrated handles, embossed logos, and graduated sidewall features are all achievable. The injection-molded preform can be designed with variable wall thickness to direct material exactly where it is needed in the final container, allowing engineers to optimize strength-to-weight ratios in ways that are impossible with extrusion-based processes.
This flexibility is one reason why leading các nhà sản xuất máy ép phun kéo giãn thổi continue to invest in research and development — every year, new container designs push the boundaries of what ISBM technology can achieve, from ultra-lightweight single-serve bottles to thick-walled reusable food storage containers.
Industry Applications of ISBM Technology
The precision, clarity, and material efficiency of ISBM containers make them the packaging format of choice across multiple industries. Here is a closer look at where ISBM bottles and jars are making the biggest impact.
Bao bì dược phẩm
Drug bottles, syrup containers, eye-drop vials, and supplement jars all demand extreme dimensional accuracy, tamper-proof neck finishes, and verified barrier performance. ISBM delivers all three. Many pharmaceutical manufacturers specify ISBM as the required production method in their packaging qualification protocols because the injection-molded neck provides the most reliable seal surface available.
Mỹ phẩm và Chăm sóc cá nhân
Premium skincare brands invest heavily in packaging aesthetics. The glass-like clarity of ISBM-produced PET and PETG bottles allows the product color and texture to show through the container walls, creating a visual appeal that drives purchase decisions. The ability to produce complex shapes — including oval cross-sections, tapered profiles, and integrated label panels — gives brand designers the creative freedom they need.
Food and Beverage
From honey jars and spice containers to single-serve juice bottles and infant feeding bottles, ISBM serves the food industry wherever clarity, safety, and barrier performance converge. The low acetaldehyde generation of well-processed PET preforms ensures that flavor integrity is maintained, which is critical for sensitive products like mineral water and dairy-based beverages.
Critical Process Parameters That Affect Bottle Quality
Running an ISBM machine is not simply a matter of pressing a start button. Achieving consistent, high-quality output requires careful attention to a web of interrelated process variables. Changing one parameter inevitably affects others, and experienced operators develop an intuitive understanding of these relationships over time. Here are the variables that matter most.
Melt temperature affects the homogeneity and viscosity of the injected material. Too low and the melt front may hesitate or create flow marks; too high and the resin may degrade, generating excessive acetaldehyde in PET or causing discoloration in PP. The optimal melt temperature depends on the resin grade, the preform geometry, and the injection speed, and it typically falls within a window of about ten degrees for PET.
Injection speed and pressure determine how quickly and completely the melt fills the preform cavity. High-speed injection reduces cycle time but can cause jetting or shear-induced defects. Low-speed injection improves surface quality but lengthens the cycle. Most modern machines use multi-stage injection profiles that start fast to fill the runner system and slow down as the melt reaches the gate and enters the cavity, balancing speed and quality.
Preform conditioning temperature must be uniform and precise. Variations as small as two degrees Celsius can produce visible wall-thickness differences in the blown bottle. Infrared thermography is often used to verify conditioning uniformity during process development, and the most advanced machines include closed-loop temperature feedback from infrared sensors mounted at the conditioning station.
Stretch rod speed and timing govern the axial orientation of the bottle. A stretch rod that moves too fast can punch through a weak spot in the preform; one that moves too slowly allows the pre-blow air to inflate the preform before adequate axial stretching has occurred, resulting in a petaloid base with poor push-up resistance. Servo-driven stretch rods allow speed profiles to be shaped as curves, giving engineers granular control over the stretch dynamics throughout the stroke.
Pre-blow and final-blow pressures interact with the stretch rod to determine the radial expansion behavior. Pre-blow is typically applied at five to twelve bar through the neck opening to initiate radial expansion while the stretch rod is still extending. Final blow pressure — usually between 25 and 40 bar — is applied after the stretch rod reaches its full stroke to press the material firmly against the blow mold cavity and capture all surface details. The timing relationship between pre-blow onset and stretch rod position is one of the most sensitive parameters in the entire process.
Blow mold temperature affects how quickly the stretched material cools and locks in its oriented structure. A cold mold produces faster cycles but can cause internal stress in the bottle wall. A warmer mold allows more complete stress relaxation and can improve the bottle’s resistance to environmental stress cracking. For heat-set applications, the blow mold is deliberately heated to 120 to 140 degrees Celsius to crystallize the container body and enable hot-fill capability.
How to Choose the Right ISBM Machine and Partner
Selecting an ISBM machine is a significant capital investment, and the choice of equipment supplier shapes the production capabilities of your facility for many years to come. Beyond the machine specifications, the quality of ongoing technical support, spare parts availability, and process engineering assistance can make the difference between a smooth operation and chronic headaches.
When evaluating potential suppliers, start with the application. Define the container geometry, material, target weight, required output rate, and quality specifications. Then assess each prospective nhà sản xuất máy ISBM against those requirements. Key evaluation criteria include the range of available cavitation, the clamping tonnage of both the injection and blow stations, the maximum preform length and diameter, the compatibility with your target resin, and the energy consumption per cycle.
Technical support matters enormously. A responsive Nhà cung cấp máy ép phun khuôn ISBM will provide on-site commissioning, operator training, process optimization assistance, and fast turnaround on spare parts. Ask for references from existing customers in your industry segment and visit their production floors if possible. Seeing a machine running your target resin and a similar container design is worth more than any datasheet.

At Ever-Power, our approach to customer relationships extends well beyond the initial sale. We view ourselves as long-term production partners rather than one-time equipment vendors. Our engineering team works directly with each customer to develop preform designs, optimize process parameters, and validate bottle performance before the machine ships. We carry a comprehensive inventory of spare parts and offer remote diagnostic support to minimize downtime.
We also recognize that the market is evolving rapidly. Many companies that previously relied on imported legacy equipment are now seeking more cost-effective and technologically advanced alternatives. Whether you are expanding capacity, entering a new market segment, or evaluating modern replacements for older hardware, we invite you to explore the Ever-Power ISBM platform and see how our machines stack up against the competition.
Maintenance, Troubleshooting, and Continuous Optimization
Even the best-designed ISBM machine requires a disciplined maintenance program to sustain peak performance over the long term. Preventive maintenance protects your investment, reduces unplanned downtime, and ensures consistent product quality run after run.
Daily checks should include verification of hydraulic oil level and temperature, inspection of the hot-runner system for leaks or temperature deviations, confirmation of cooling water flow rates and temperatures at both the injection mold and blow mold, and a visual inspection of the preforms and finished bottles for defects such as splay marks, gate blush, haze, or uneven wall distribution. Catching a small deviation early prevents it from snowballing into a full production stop.
Weekly maintenance tasks typically include lubrication of the rotary table indexing mechanism, torque checks on critical fasteners, and cleaning of the air supply filters and regulators that feed the blow station. Monthly or quarterly tasks may include hot-runner heater resistance testing, screw and barrel wear measurement, hydraulic filter replacement, and alignment verification of the stretch rod assembly.
Troubleshooting on an ISBM machine follows a systematic approach. If wall thickness is uneven, the first suspect is conditioning temperature uniformity. If the gate area shows haze or crystallinity (often called gate whitening), the injection mold temperature or hold time may need adjustment. If bottles fail top-load testing, the issue is usually insufficient orientation — either the conditioning temperature is too high, the stretch ratio is too low, or the pre-blow timing is misaligned with the stretch rod motion.
Continuous optimization is the hallmark of a well-managed ISBM line. The best operators do not simply set parameters and walk away. They track key performance indicators — cycle time, scrap rate, bottle weight consistency, top-load strength, and energy consumption per bottle — and look for incremental improvements over time. A half-second reduction in cycle time or a half-gram reduction in bottle weight, compounded over millions of units per year, delivers meaningful financial returns.
The Future of ISBM Technology
The ISBM industry is evolving rapidly. Several major trends are reshaping how machines are designed, how processes are controlled, and how containers are specified.
Servo-electric drive systems are replacing traditional hydraulic circuits on newer machines. Servo drives offer faster response times, lower energy consumption, quieter operation, and more precise repeatability than hydraulic systems. They also eliminate the risk of hydraulic oil contamination, which is a significant concern in pharmaceutical and food-grade manufacturing environments.
Intelligent process monitoring is another growth area. Machine-learning algorithms can analyze sensor data from the injection, conditioning, and blow stations to detect subtle process drifts before they result in out-of-spec bottles. Predictive maintenance systems can forecast component wear and schedule replacement during planned downtime, reducing unexpected stoppages and extending machine lifespan.
Sustainability pressures are driving interest in processing recycled PET (rPET) on ISBM machines. While rPET presents additional challenges — higher intrinsic viscosity variation, potential for contamination, and slightly different stretching behavior compared to virgin resin — machine builders are responding with enhanced drying systems, more robust plasticizing screws, and wider process windows that accommodate resin variability.
Multi-layer and barrier-enhanced preforms are also gaining traction. Co-injection technologies allow an oxygen-scavenging or UV-blocking layer to be incorporated directly into the preform wall, producing a multi-layer container in a single ISBM cycle. This opens the door to shelf-life-sensitive applications such as beer, wine, and certain pharmaceutical products that were previously limited to glass or aluminum packaging.


Câu hỏi thường gặp về máy ISBM
What is the difference between ISBM and EBM?
ISBM (Injection Stretch Blow Molding) injects a preform, conditions it, and then biaxially stretches and blows it into the final shape. EBM (Extrusion Blow Molding) extrudes a hollow tube of molten plastic (a parison), captures it in a mold, and inflates it. ISBM produces containers with superior clarity, tighter neck tolerances, better wall uniformity, and less material waste. EBM is typically used for larger containers, handles, and applications where neck precision is less critical.
What container sizes can ISBM machines produce?
Most ISBM machines can produce containers ranging from as small as 5 mL (such as eye-drop vials) up to about 5 liters. The most common production range is 30 mL to 1 liter. For very large containers above 5 liters, two-stage reheat blow molding or extrusion blow molding is generally more practical.
How many cavities does a typical ISBM machine have?
Cavitation depends on the machine platform and container size. Small machines may run one to four cavities per station, while large platforms can run eight, twelve, or even sixteen cavities per station. Higher cavitation multiplies output per cycle but also increases tooling cost and requires a correspondingly larger injection unit. The right cavitation depends on your target output rate and budget.
Can I process recycled PET on an ISBM machine?
Yes, many modern ISBM machines can process rPET at blending ratios up to 100 percent, depending on the quality of the recycled feedstock. The key requirements are proper drying to very low moisture levels, a plasticizing screw designed for variable-viscosity input, and slightly adjusted process parameters to account for the different rheological behavior of recycled material. Ever-Power machines are designed with the process flexibility to handle rPET and other recycled resins.
What is the typical cycle time for an ISBM machine?
Cycle times vary depending on the preform size, material, and machine configuration, but typical values range from 8 to 20 seconds per cycle. Lighter preforms and thinner walls enable faster cycles, while heavy preforms and thick-walled containers require longer injection and conditioning times. With multi-cavity tooling, even a 15-second cycle on an eight-cavity machine produces over 1,900 bottles per hour.
Bringing It All Together
Injection stretch blow molding is a process built on precision, material science, and engineering discipline. From the careful plasticization of resin pellets to the biaxially oriented structure of the finished bottle, every stage of the cycle contributes to a container that is lighter, clearer, stronger, and more dimensionally accurate than anything achievable through alternative methods. Understanding the mechanics of each station — injection, conditioning, stretch blow, and ejection — gives buyers, engineers, and operators the knowledge they need to specify the right equipment, optimize their processes, and troubleshoot effectively when problems arise.
The market for ISBM equipment is growing as more packaging applications demand the quality level that only this technology can deliver. Pharmaceutical regulations are tightening, brand owners are pushing for lighter and more sustainable containers, and consumers expect packaging that looks and feels premium. These trends all favor ISBM, and they show no signs of slowing down.
Ever-Power is committed to advancing ISBM technology and supporting our customers at every stage of their production journey. Whether you are researching your first machine purchase, looking for a reliable Máy ISBM cần bán with competitive pricing and full technical backup, or planning a facility-wide upgrade, we have the engineering depth and manufacturing capability to deliver results. Our team is available to discuss your project, provide sample bottles for evaluation, and guide you through the machine selection process.
To learn more about our complete range of ISBM equipment, visit isbm-machine.com or contact our sales engineering team directly. We look forward to helping you build better bottles.
Ready to Explore ISBM Solutions?
Ever-Power provides complete ISBM platforms, tooling, process optimization, and long-term technical support. Contact us to discuss your application requirements and discover how our machines can elevate your production capabilities.














