
Máquina de moldeo por soplado y estirado por inyección de un solo paso EP-HGY200-V4 ISBM (reemplazo de la máquina Aoki 250)
La EP-HGY200-V4 es una máquina de moldeo por soplado y estirado de inyección de un solo paso, diseñada por Ever-Power como reemplazo directo de la serie Aoki 250. Integra moldeo por inyección, acondicionamiento de temperatura, moldeo por soplado y estirado y eyección en un solo ciclo continuo, convirtiendo la resina PET cruda en botellas terminadas sin recalentamiento de preformas ni manipulación intermedia. Equipada con un sistema servohidráulico que proporciona una fuerza de cierre de inyección de 300 kN y un husillo estándar de 50 mm (con opciones de 40/55/60 mm), la máquina admite la producción de hasta 12 cavidades con materiales como PET, PETG, PC, PP, PPSU y Tritan. Totalmente compatible con los moldes ASB y AOKI existentes, ofrece un ahorro energético de hasta 401 TP3T en comparación con los procesos de dos pasos, una uniformidad del espesor de pared de ±51 TP3T y tiempos de ciclo de tan solo 10 segundos, lo que la hace ideal para la fabricación de botellas para cosméticos, productos farmacéuticos, alimentos y productos para el cuidado infantil.
Acerca de la máquina ISBM EP-HGY200-V4
Máquina avanzada de moldeo por inyección-estirado-soplado de una sola etapa diseñada para entornos de producción globales.
La EP-HGY200-V4 es una máquina de moldeo por inyección-estirado-soplado de última generación, desarrollada por Ever-Power, empresa con más de 20 años de experiencia en la fabricación de envases de precisión. Esta máquina integra el moldeo por inyección, el estirado, el moldeo por soplado y la eyección en un único proceso continuo, desde la resina PET en bruto hasta las botellas terminadas, sin manipulación intermedia ni recalentamiento de la preforma.
Diseñada como reemplazo directo de las máquinas de moldeo por inyección-estirado-soplado de Aoki, en particular la serie Aoki 250, la EP-HGY200-V4 ofrece un rendimiento comparable y una compatibilidad de moldes superior a un costo total de propiedad significativamente menor. Una de las ventajas de ingeniería más importantes es la compatibilidad total con los moldes de las máquinas japonesas ASB, lo que significa que los clientes actuales de ASB y AOKI pueden migrar a la EP-HGY200-V4 sin invertir en nuevas herramientas. Esta retrocompatibilidad ha hecho que la máquina sea especialmente popular entre los fabricantes que desean modernizar sus líneas de producción sin desechar su inventario de moldes existente.
La máquina emplea un sistema de sujeción hidráulica junto con una unidad de inyección de tornillo hidráulica, que proporciona una fuerza de sujeción de 300 kN, suficiente para moldes de alta cavitación y resinas de ingeniería densas. El diámetro estándar del tornillo es de 50 mm, con opciones de 40 mm, 55 mm y 60 mm según los requisitos de la aplicación. Desde biberones y envases farmacéuticos hasta envases cosméticos de alta gama y tarros de boca ancha para alimentos, la EP-HGY200-V4 procesa una amplia gama de materiales, incluyendo PET, PETG, PP, PPSU, PC, Tritan, PS, ABS y PLA.
Con unas dimensiones compactas de 4800 × 2000 × 3200 mm y un peso de tan solo 13 toneladas, la EP-HGY200-V4 se integra fácilmente en la mayoría de las instalaciones de fábrica. Su depósito de aceite de 300 L garantiza una presión hidráulica estable durante ciclos de producción prolongados, mientras que su capacidad de inyección teórica de 310 g (rango: 188–480 cm³) ofrece flexibilidad para contenedores de tamaño pequeño y mediano. Como fabricante líder de maquinaria isbm, Ever-Power ha suministrado cientos de estas unidades a plantas de producción en Asia, Oriente Medio, Sudamérica y Europa.
Especificaciones de la máquina
EP-HGY200-V4 — Parámetros técnicos completos
Especificaciones de capacidad de producción (cavidades frente a dimensiones)
Escalable desde la creación de prototipos de una sola cavidad hasta la producción en masa de 12 cavidades.
Características y ventajas
La precisión accionada por servomotor se une a la durabilidad industrial.
Inyección y sujeción mediante servomotor
La EP-HGY200-V4 utiliza servomotores de Inovance y Yaskawa para controlar los sistemas de inyección y cierre. Esto garantiza una precisión constante en cada inyección, reduce el desperdicio de energía durante las paradas y proporciona el control preciso de la presión necesario para botellas de paredes delgadas y geometrías complejas. En comparación con los sistemas puramente hidráulicos, el diseño servohíbrido reduce el consumo de energía entre un 30 % y un 40 %.
Control estable del espesor de la pared
Lograr un espesor de pared uniforme es fundamental para los envases farmacéuticos y cosméticos, donde la integridad del material afecta directamente la vida útil del producto. El sistema de inyección servo mantiene una uniformidad de espesor de pared de ±5% en todo el cuerpo de la botella, incluyendo esquinas y zonas de transición, lo que garantiza que cada envase cumpla con los estrictos estándares de calidad sin necesidad de muestreo manual excesivo.
Compatibilidad de moldes ASB y AOKI
Ever-Power fabrica moldes internamente con acero inoxidable S136 y, lo que es aún más importante, nuestras máquinas están diseñadas para aceptar moldes para plataformas ASB y AOKI. Esto significa que sus inversiones en moldes actuales se transfieren directamente, sin modificaciones, adaptadores ni compromisos. Es la opción de actualización más práctica para las fábricas que actualmente utilizan equipos japoneses.
Ecológico y energéticamente eficiente
Al eliminar por completo la etapa de recalentamiento de la preforma, el proceso de un solo paso ahorra hasta 401 TP3T de energía en comparación con las líneas de moldeo por soplado de dos pasos. Gracias a la entrega de potencia bajo demanda del servomotor, la EP-HGY200-V4 ofrece uno de los valores de consumo energético por botella más bajos de su categoría. La utilización del material supera los 951 TP3T, minimizando los residuos plásticos provenientes de rebabas, bebederos y piezas defectuosas.
Producción consistente y repetible
El sistema de control multieje permite una coordinación precisa de todas las estaciones —inyección, acondicionamiento de temperatura, soplado y eyección— que funcionan en paralelo sobre una plataforma giratoria. Los tiempos de ciclo oscilan entre 10 y 30 segundos, según el tamaño de la botella y el número de cavidades. El sistema de retroalimentación de circuito cerrado sobre temperatura, presión y posición de carrera garantiza que la botella número 10 000 de una tanda sea idéntica a la primera.
Ingeniería de alta precisión
El sistema de soplado y estirado alcanza velocidades de hasta 400 mm/s con una precisión de posicionamiento de ±0,1 mm. El calentamiento por zonas con medición de temperatura sin contacto proporciona un control de ±1 °C en toda la preforma. Estas especificaciones cumplen con los estándares más exigentes para envases de alimentos y productos farmacéuticos, lo que hace que la EP-HGY200-V4 sea idónea para industrias reguladas en todo el mundo.
Componentes clave
Los componentes verificados a nivel mundial garantizan una estabilidad operativa a largo plazo.
INOVANCE
Servomotores: sistema de accionamiento de precisión para inyección y sujeción con retroalimentación de circuito cerrado.
YAKAWA
Servomotores: fiabilidad probada internacionalmente para una producción continua exigente.
PARKER
Válvulas de alta presión: válvulas hidráulicas estándar de la industria para una regulación precisa de la presión.
YUKEN
Válvulas hidráulicas: control direccional y de flujo de ingeniería japonesa para un funcionamiento estable.
S136
Moldes de acero inoxidable: herramientas resistentes a la corrosión y pulibles hasta obtener un acabado de espejo, ideales para acabados de calidad óptica.
🔧 Diseño patentado de tornillo para moldeo por soplado

Nuestro husillo de inyección cuenta con una geometría patentada y protegida por patentes nacionales. La relación de compresión especializada y el diseño de las aletas garantizan una plastificación completa del PET y otras resinas de ingeniería a bajas temperaturas del cilindro, lo que reduce la degradación del material y mejora la transparencia óptica de las botellas terminadas. Este husillo patentado es uno de los elementos técnicos diferenciadores que distinguen a Ever-Power de otros fabricantes de máquinas de moldeo por inyección-estirado-soplado del mercado.
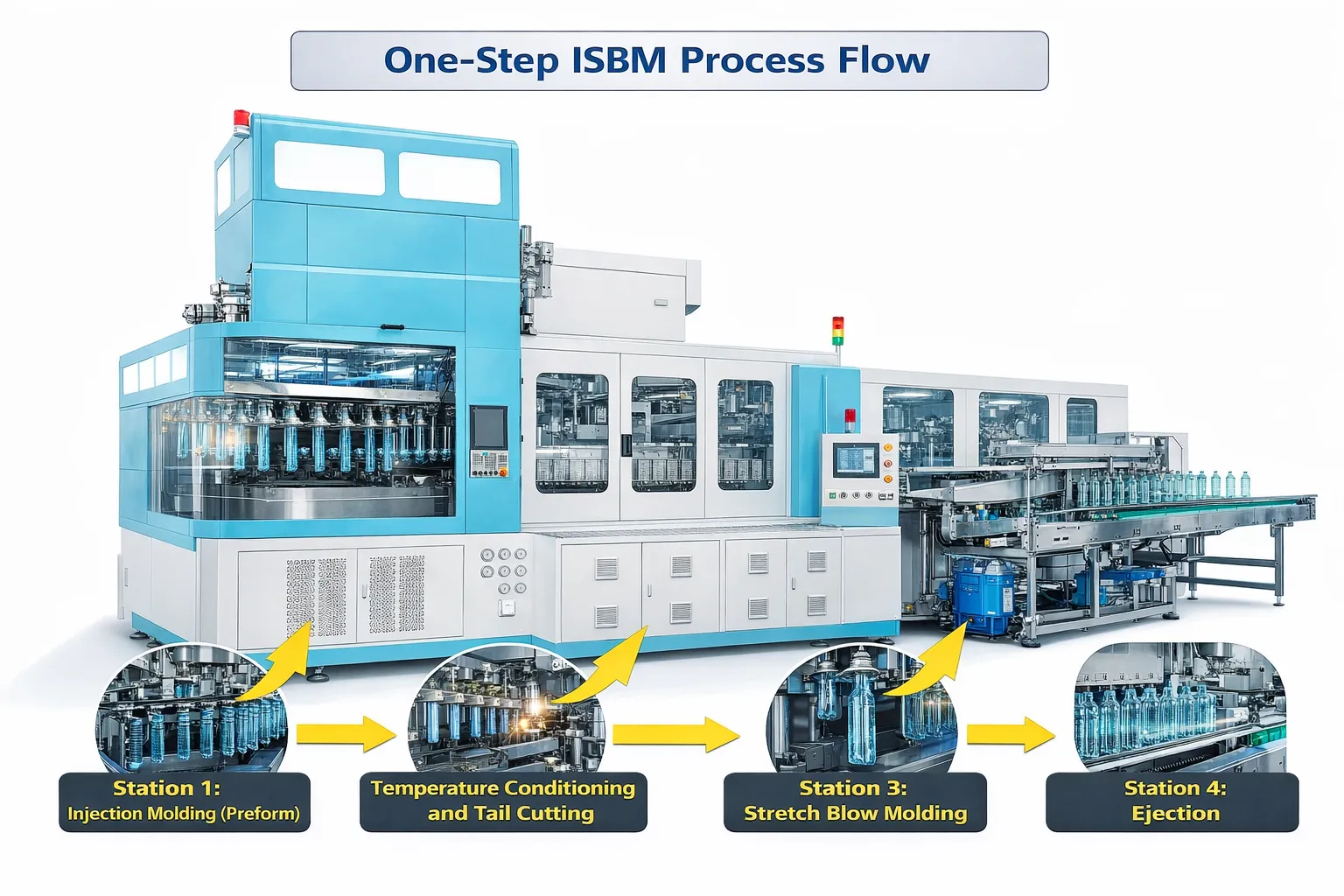
Cómo funciona el proceso ISBM de un solo paso
Cuatro estaciones integradas en una única plataforma giratoria: desde la resina hasta la botella terminada en un ciclo continuo.
Moldeo por inyección
La resina PET se calienta y plastifica mediante el tornillo de inyección, para luego inyectarse en el molde de la preforma. El material fundido se enfría alrededor del núcleo para formar una preforma transparente con un cuello roscado completamente acabado. La distribución del espesor de la pared se controla mediante el diseño del molde y los parámetros de inyección.
Acondicionamiento de temperatura y corte de cola
La varilla central que contiene la preforma caliente gira hasta la segunda estación. Una cortadora accionada por servomotor retira la compuerta de inyección (cola). A continuación, el cuerpo de la preforma se recalienta con precisión —manteniéndolo caliente mientras se enfría el cuello— para lograr una temperatura de estiramiento óptima y mantener la precisión del hilo.
Moldeo por soplado y estirado
Una varilla mecánica de estiramiento se extiende axialmente para alargar la preforma, mientras que aire a alta presión la expande radialmente dentro de la cavidad del molde de soplado. Esta orientación biaxial mejora la alineación molecular, aumentando la resistencia, la transparencia y las propiedades de barrera contra gases de la botella. La velocidad de estiramiento alcanza los 400 mm/s con una precisión de ±0,1 mm.
Expulsión y salida
La botella terminada se enfría mediante la circulación de agua durante 5 a 20 segundos; luego, el molde se abre y el envase se expulsa. Las cuatro estaciones funcionan simultáneamente en la mesa giratoria, lo que significa que se completa una botella nueva con cada ciclo de rotación, lo que permite tiempos de ciclo de tan solo 10 segundos.
¿Por qué elegir ISBM de un solo paso?
La ventaja de una sola etapa sobre el moldeo por soplado y extrusión en dos etapas.
Menor consumo de energía
Dado que la preforma pasa directamente de la inyección al estirado y soplado mientras aún está caliente, no se requiere un recalentamiento intensivo. Esto se traduce en un ahorro energético de hasta 401 TP3T en comparación con los procesos de dos etapas. Para operaciones de alto volumen que funcionan las 24 horas del día, los 7 días de la semana, esta reducción de energía tiene un efecto tangible en los costos operativos anuales y la huella de carbono.
Mayor consistencia en la botella
La inyección, el estirado y el soplado se realizan en un ciclo continuo de la máquina, sin transferencias ni manipulación entre etapas. Esto elimina la variabilidad que introduce el almacenamiento, el transporte y la reorientación de las preformas. El resultado es una tolerancia dimensional más estricta en el acabado del cuello, la pared del cuerpo y la base, algo esencial para las líneas de llenado automatizadas que requieren envases uniformes.
Producción flexible
El proceso de un solo paso resulta ideal para series de producción cortas y medianas donde la gestión del inventario de preformas es poco práctica. Los cambios rápidos de molde permiten alternar entre diseños de botellas en menos de una hora. La inyección integrada del acabado del cuello garantiza una precisión de rosca y una calidad de sellado superiores, aspectos cruciales para tapones a prueba de niños y cierres a prueba de manipulaciones.
Tipos de máquinas de moldeo por inyección-estirado-soplado
Comprender las diferentes configuraciones ISBM disponibles en el mercado.
Máquinas ISBM de un solo paso (de una sola etapa)
Máquinas de un solo paso —como la EP-HGY200-V4— completan todo el proceso, desde la resina cruda hasta la botella terminada, en una sola máquina integrada. La preforma se moldea por inyección y se estira y sopla inmediatamente mientras aún está caliente. Este método es ideal para envases de alta gama, como frascos de cosméticos, botellas farmacéuticas, biberones y envases especiales para alimentos, donde la calidad de la superficie, la precisión del cuello y la consistencia dimensional son primordiales. Las máquinas de un solo paso ofrecen una precisión superior en el acabado del cuello y son más adecuadas para formas complejas, envases de boca ancha y producción de lotes pequeños a medianos. Procesan diversos materiales, incluidos PET, PC, PETG, PP, Tritan y PPSU.
Máquinas ISBM de dos etapas
En los sistemas de dos etapas, las preformas se moldean por inyección en una máquina independiente, se almacenan y, posteriormente, se recalientan y se soplan en una segunda máquina. Este método resulta rentable para botellas de PET de gran volumen y forma estándar, como las de agua, refrescos y bebidas comerciales, donde la preforma se puede producir en masa y distribuir a las líneas de moldeo por soplado cercanas a la planta de llenado. Sin embargo, el recalentamiento consume energía adicional e introduce mayor variabilidad en el proceso, lo que hace que las máquinas de dos etapas sean menos adecuadas para aplicaciones que exigen tolerancias estrictas o una calidad superficial superior.
Máquinas ISBM rotativas frente a lineales
Dentro de la categoría de un solo paso, las máquinas pueden ser rotativas o lineales. Los diseños rotativos, como el EP-HGY200-V4, utilizan una plataforma giratoria donde las cuatro estaciones (inyección, acondicionamiento, soplado y eyección) operan simultáneamente en diferentes preformas. Esto maximiza el rendimiento por unidad de espacio. Las máquinas lineales procesan las preformas en línea recta, lo que puede simplificar el acceso para el mantenimiento, pero generalmente a costa de la velocidad y la eficiencia del espacio. Para la producción de alto rendimiento, las máquinas rotativas son la configuración preferida por la mayoría de los fabricantes de máquinas de moldeo por inyección-estirado-soplado.
Máquinas híbridas servohidráulicas
Las modernas máquinas ISBM, incluida nuestra EP-HGY200-V4, adoptan cada vez más diseños híbridos servohidráulicos. En estas máquinas, los servomotores controlan los movimientos de precisión (dosificación de la inyección, posicionamiento de la varilla de estiramiento, sujeción), mientras que los circuitos hidráulicos proporcionan la fuerza necesaria para la sujeción e inyección de alto tonelaje. Este enfoque híbrido combina la eficiencia energética y la precisión de posicionamiento de los sistemas servoeléctricos con la densidad de fuerza de la hidráulica, ofreciendo un excelente equilibrio para aplicaciones de gama media a alta.
Lo que dicen nuestros clientes
Comentarios de las plantas de producción de todo el mundo.
Mohammed R.
Director de Producción — Arabia Saudita
Hace unos ocho meses, cambiamos de una línea AOKI antigua a la EP-HGY200-V4. La transición del molde fue sencilla, ya que la máquina aceptó nuestras herramientas existentes sin modificaciones. El consumo de energía disminuyó notablemente en nuestros contadores diarios; estimamos un ahorro aproximado de 351 TP3T en comparación con la configuración anterior. La consistencia del espesor de pared se ha mantenido dentro de las especificaciones para nuestros envases farmacéuticos, y el sistema de servocontrol responde más rápido durante el arranque. Nuestro equipo de mantenimiento se adaptó a la interfaz de control en dos semanas tras la puesta en marcha.
Lucía S.
Gerente de planta — Brasil
Fabricamos botellas de PET para cosméticos para varias marcas locales e internacionales, y la calidad del acabado superficial de la EP-HGY200-V4 ha sido consistentemente buena. Las roscas del cuello son nítidas y uniformes, lo que nuestros operarios de la línea de llenado agradecen, ya que reduce la tasa de rechazo de tapas. Utilizamos la máquina con moldes de 6 cavidades la mayor parte del tiempo y la producción satisface nuestra demanda actual. La función de monitorización remota fue de gran ayuda durante la fase de configuración inicial, cuando los ingenieros de Ever-Power nos guiaron a través de algunos ajustes de parámetros de forma remota.
Thanapong N.
Gerente Técnico — Tailandia
"Utilizábamos máquinas ASB para la producción de biberones y buscábamos una alternativa más rentable que pudiera usar nuestros moldes existentes. La EP-HGY200-V4 fue la opción más práctica que evaluamos. El ajuste del molde se confirmó durante la prueba, y desde su instalación hemos estado utilizando el mismo molde de 4 cavidades para biberones de policarbonato. Los biberones superan nuestras pruebas internas de presión de rotura y caída de forma consistente. La máquina funciona de manera fiable en dos turnos al día, y el plazo de entrega de repuestos de Ever-Power ha sido razonable hasta el momento."
James K.
Gerente de Operaciones — Nigeria
"Adquirimos la EP-HGY200-V4 para la producción de frascos de boca ancha para alimentos en PET y PETG. La máquina realiza los cambios de molde con mayor rapidez que nuestro equipo anterior, lo cual es importante ya que fabricamos frascos de diferentes tamaños para diversas marcas de alimentos. Las válvulas hidráulicas Yuken han demostrado un excelente rendimiento en nuestras condiciones de operación, ya que trabajamos a temperaturas ambiente superiores a 35 °C durante gran parte del año. Ever-Power envió un técnico para la instalación inicial y brindó capacitación a nuestro equipo. La documentación era lo suficientemente clara como para que nuestros operarios pudieran consultarla durante las operaciones diarias."
Ana V.
Gerente de Compras — Polonia
Nuestra empresa necesitaba ampliar la producción de pequeños frascos de PET para medicamentos destinados a un cliente farmacéutico. Otro fabricante de nuestra red industrial nos recomendó la EP-HGY200-V4. Tras visitar la fábrica de Ever-Power y realizar pruebas de producción con nuestro diseño de frasco, decidimos seguir adelante. La configuración de molde de 8 cavidades nos proporciona el volumen que necesitamos. El tiempo de ciclo de la máquina coincide con lo acordado: unos 14 segundos para nuestros frascos de 50 ml. Estamos muy satisfechos con la calidad de fabricación y la rápida respuesta de su equipo de atención al cliente.
Rajesh G.
Propietario de fábrica — India
"Operamos tres unidades EP-HGY200-V4 en dos plantas de producción en Gujarat. La aplicación principal son botellas de productos de cuidado personal: envases de champú, loción y jabón de manos en PET y PETG. Las máquinas llevan funcionando más de un año y el sistema de inyección servoaccionado ha mantenido un peso de inyección constante. Comparamos las opciones de otros proveedores de máquinas de inyección de moldes isbm antes de decidirnos, y la combinación de la compatibilidad con moldes ASB, los precios competitivos y la disposición de Ever-Power para personalizar las configuraciones de moldes según nuestros diseños de botellas específicos fue el factor decisivo."
Casos de proyectos globales
Instalaciones seleccionadas de nuestra base de clientes a nivel mundial.
Indonesia
Línea de producción de botellas farmacéuticas
Una empresa de envasado farmacéutico en Yakarta instaló dos unidades EP-HGY200-V4 para la producción de frascos de medicamentos de PET de 30 ml y 60 ml. Las máquinas funcionan con moldes de 10 y 8 cavidades, respectivamente, y abastecen a varias marcas farmacéuticas locales. El proyecto incluyó el diseño personalizado del molde por Ever-Power para cumplir con los requisitos específicos del cliente en cuanto al acabado del cuello de las tapas a prueba de manipulaciones. Ambas máquinas han estado operando de forma continua en dos turnos desde su entrega.
Pavo
Envases cosméticos para exportación
Un fabricante de cosméticos cerca de Estambul adquirió la EP-HGY200-V4 para producir frascos de loción y sérum de alta gama en PETG para su exportación a los mercados europeos. El cliente requería una claridad óptica y mínimas líneas de separación en el cuerpo del frasco. Ever-Power suministró moldes de tres cavidades en acero inoxidable S136 con acabado pulido espejo. Los frascos superaron las auditorías de calidad del comprador europeo en la primera presentación, y desde entonces el cliente ha encargado moldes adicionales para nuevas líneas de productos.
México
Línea de envases para alimentos de boca ancha
Una empresa de envasado de alimentos en Monterrey instaló la EP-HGY200-V4 con un molde de dos cavidades para la producción de frascos de PET de boca ancha de 500 ml, utilizados para el envasado de miel, mermelada y salsa. El proyecto requería tolerancias específicas en el diámetro del cuello y el espesor de la pared para aplicaciones de llenado en caliente. El equipo de ingeniería de Ever-Power colaboró con el cliente para optimizar el diseño de la preforma y mejorar su resistencia al calor. La máquina ha estado funcionando a su capacidad nominal con tasas de rechazo inferiores a 1,5%.
Vietnam
Fabricación de biberones
Un fabricante de productos para el cuidado infantil en Ciudad Ho Chi Minh adquirió la EP-HGY200-V4 para la producción de biberones de PPSU y Tritan. El cliente había estado subcontratando la producción a un fabricante externo que utilizaba equipos ASB y deseaba internalizarla. Trasladaron sus moldes ASB existentes a la EP-HGY200-V4 sin modificaciones. La máquina ahora produce biberones de 150 ml y 260 ml, y el cliente reporta una calidad de producción comparable a la de su anterior contrato de fabricación.
Egipto
Producción de botellas para el cuidado personal
Una empresa de productos de cuidado personal con sede en El Cairo instaló la EP-HGY200-V4 para la producción de botellas para sus propias marcas de champú y gel de ducha. Los tamaños principales de las botellas son de 200 ml y 400 ml, fabricadas en PET y producidas con moldes de 4 y 3 cavidades. El cliente eligió específicamente la EP-HGY200-V4 por su eficiencia energética, tras comparar los costes anuales de electricidad con su línea de soplado de dos etapas anterior. Después de nueve meses de funcionamiento, el cliente confirmó una reducción significativa en los costes energéticos por botella, en línea con el ahorro previsto.
Colombia
Línea de botellas de aceite comestible
Una marca de aceite de cocina en Bogotá implementó la EP-HGY200-V4 para producir botellas de PET de 1 litro con asas integradas. El molde personalizado requirió ingeniería específica para dar forma a la geometría del asa durante la etapa de moldeo por soplado. El equipo de moldes de Ever-Power desarrolló un diseño de cavidad dividida que mantuvo la resistencia del asa a la vez que conservó un tiempo de ciclo competitivo. La máquina ha estado funcionando en producción continua las 24 horas desde su puesta en marcha, con mantenimiento programado cada 2000 horas de operación.
Preguntas frecuentes
¿Puede la EP-HGY200-V4 utilizar mis moldes AOKI o ASB existentes?
Sí. La EP-HGY200-V4 está diseñada para ser compatible directamente con las plataformas ASB y AOKI. En la mayoría de los casos, sus moldes existentes se pueden montar en la máquina sin ninguna modificación. Recomendamos enviar los planos de los moldes para su confirmación antes de la compra, y también ofrecemos pruebas en nuestra fábrica utilizando sus herramientas.
¿Qué materiales puede procesar esta máquina?
La EP-HGY200-V4 procesa una amplia gama de resinas, incluyendo PET, PETG, PP, PC, PPSU, Tritan, PS, ABS y PLA. Las opciones de diámetro del husillo (40, 50, 55 y 60 mm) permiten optimizar el cilindro para diferentes viscosidades de material y requisitos de producción.
¿Cuál es el tiempo de ciclo típico?
Los tiempos de ciclo oscilan entre 10 y 30 segundos, dependiendo del tamaño, el material, el grosor de la pared y el número de cavidades de la botella. Las botellas más pequeñas con mayor número de cavidades suelen tener los ciclos más cortos. Podemos proporcionarle tiempos de ciclo estimados para el diseño específico de su botella durante la fase de cotización.
¿Cuánta energía ahorra la EP-HGY200-V4 en comparación con las máquinas de dos pasos?
Gracias a que el proceso de un solo paso elimina la etapa de recalentamiento de la preforma, los clientes suelen reportar ahorros de energía de entre 30 y 40 TP3T en comparación con sus sistemas anteriores de moldeo por soplado de dos pasos. La inyección y el cierre controlados por servomotor reducen aún más el consumo de energía durante los períodos de inactividad y baja carga.
¿Fabrica Ever-Power los moldes internamente?
Sí. Contamos con una planta de fabricación de moldes especializada en acero inoxidable S136. Nuestro equipo puede diseñar moldes a medida según las especificaciones de su botella o replicar configuraciones compatibles con las plataformas ASB y AOKI. También ofrecemos servicios de mantenimiento y reacondicionamiento de moldes.
¿Cuál es el volumen máximo de botellas que puede producir la máquina?
Con un molde de una sola cavidad, la EP-HGY200-V4 puede producir botellas de hasta 2500 ml con un diámetro máximo de 118 mm y una altura de 210 mm. A medida que aumenta el número de cavidades, las dimensiones máximas de la botella disminuyen proporcionalmente. Consulte la tabla de especificaciones de capacidad de producción para obtener más detalles sobre cada configuración.
¿Qué tipo de soporte postventa ofrece Ever-Power?
Ofrecemos asistencia para la instalación y puesta en marcha en su fábrica, capacitación para operadores, un programa de inventario de repuestos y asistencia técnica remota por videollamada. Para clientes en mercados clave, también contamos con socios de servicio regionales que brindan asistencia in situ. Los términos de la garantía y los paquetes de soporte se discuten durante el proceso de venta.
¿Puedo realizar una producción de prueba en su fábrica antes de comprar?
Sí. Invitamos a nuestros clientes a visitar nuestra planta de fabricación para realizar pruebas. Pueden traer sus propios moldes o muestras de botellas, y nuestro equipo de ingeniería configurará la EP-HGY200-V4 para su aplicación específica. Esto les permitirá evaluar la calidad de las botellas, el tiempo de ciclo y el consumo de material antes de tomar una decisión de compra.
¿Cuánto tiempo suelen tardar la entrega y la instalación?
El plazo de entrega estándar de la máquina es de aproximadamente 60 a 90 días a partir de la confirmación del pedido, dependiendo de la configuración y el programa de producción vigente. El tiempo de envío internacional varía según el destino. La instalación y puesta en marcha en sus instalaciones suele requerir de 5 a 10 días hábiles, incluyendo la capacitación del operador. Coordinamos la logística y podemos gestionar la entrega puerta a puerta con nuestros socios de transporte.
¿El EP-HGY200-V4 es adecuado para envases farmacéuticos y alimentarios?
Sí. El proceso de inyección y soplado de precisión de la máquina produce botellas con la consistencia dimensional y la calidad superficial requeridas para aplicaciones farmacéuticas y alimentarias. Los moldes de acero inoxidable S136 resisten la corrosión y mantienen superficies higiénicas. Muchos de nuestros clientes suministran botellas a industrias reguladas y han superado auditorías de calidad de marcas internacionales y organismos reguladores utilizando botellas fabricadas con la EP-HGY200-V4.
¿Qué diferencia a la EP-HGY200-V4 de otras opciones de máquinas de moldeo por inyección-estirado-soplado de una sola etapa?
Nuestra máquina se distingue por varios factores: un diseño de husillo patentado optimizado para diversas resinas, compatibilidad total con moldes ASB y AOKI, uso de componentes con certificación internacional (servomotores Inovance/Yaskawa, válvulas hidráulicas Parker y Yuken), capacidad de fabricación propia de moldes y más de 20 años de experiencia en ingeniería en el campo de la fabricación de moldes por inyección. Nos enfocamos en brindar valor práctico: máquinas que funcionan de manera confiable con bajos costos operativos y una calidad de producción constante.
Acerca de Ever-Power
Dos décadas de dedicación a la maquinaria de envasado de precisión.
El equipo principal de Ever-Power lleva más de 20 años dedicado exclusivamente a la investigación, el desarrollo, la fabricación y la venta de máquinas de moldeo por soplado. Durante este tiempo, la empresa ha acumulado un profundo conocimiento del sector ISBM, desde el diseño de máquinas y la ingeniería de procesos hasta la gestión de la producción y la distribución global. Este compromiso a largo plazo ha dado como resultado múltiples patentes nacionales que cubren subsistemas clave de las máquinas, incluyendo nuestro diseño de husillo patentado y nuestra tecnología de control de temperatura.
Nuestra gama de productos abarca máquinas de moldeo por soplado especializadas para diversos tipos de materiales —PET, PETG, PC, PCTG y PP—, que dan servicio a sectores como la cosmética, el agua potable, el aceite comestible, las bebidas, los envases de boca ancha para alimentos, el embalaje farmacéutico y los productos para el cuidado infantil. Nos hemos consolidado como líderes en el sector del embalaje cosmético de alta gama, los envases para uso alimentario y los frascos farmacéuticos, donde la precisión y la uniformidad son requisitos indispensables.
Nuestra cartera de clientes incluye alianzas con marcas nacionales e internacionales de renombre como C'est Bon (Cestbon), Haday, Luhua, Walch, Bluemoon, PROYA, Liby, Estée Lauder, Walmart, Daselin y Shiny Eye Drops, entre otras. Estas relaciones reflejan la calidad y fiabilidad constantes que nuestras máquinas ofrecen en entornos de producción reales en diversos segmentos de envasado.
La filosofía operativa de Ever-Power se basa en cuatro principios: especialización, enfoque, innovación y éxito mutuo. Contamos con un equipo de servicio experto, integrado por profesionales de primer nivel del sector, que brindan soporte técnico, asesoramiento para la instalación y asistencia continua para el mantenimiento. Nuestro compromiso con la satisfacción del cliente se refleja en las relaciones duraderas que mantenemos con clientes en Asia, Oriente Medio, África, Sudamérica y Europa.
Una de nuestras ventajas competitivas más significativas es la cadena de suministro integral que hemos desarrollado para la producción de máquinas de moldeo por soplado. Desde el abastecimiento de componentes hasta el ensamblaje final, las pruebas, la fabricación de moldes y la logística global, gestionamos cada etapa internamente. Esta capacidad integral nos permite ofrecer máquinas robustas, energéticamente eficientes y estables a largo plazo. Nuestro objetivo sigue siendo el mismo: proporcionar la mejor relación calidad-precio en maquinaria de embalaje, respaldada por el servicio más completo del sector: una solución integral para cada cliente.
¿Listo para modernizar su línea de producción?
Contacte hoy mismo con Ever-Power para hablar sobre las especificaciones de sus botellas, solicitar un presupuesto o programar una visita a la fábrica con producción de prueba. Nuestro equipo de ingeniería está listo para ayudarle a encontrar la solución ISBM adecuada.
Productos relacionados
-

Máquina de moldeo por soplado y estirado por inyección de un solo paso EP-HGYS150-V4 (cuatro estaciones)
-

EP-HGYS280-V6 Máquina de moldeo por soplado y estirado de inyección en un solo paso (seis estaciones)
-

EP-HGYS150-V4-EV Máquina de moldeo por inyección-estirado-soplado de un solo paso totalmente controlada por servomotor (cuatro estaciones)
-

Máquina de moldeo por soplado y estirado por inyección de un solo paso EP-HGY150-V4 ISBM (reemplazo de la máquina ASB-12M)
-
Máquina de moldeo por soplado y estirado por inyección de un paso EP-HGY150-V4-B ISBM (reemplazo de la máquina Aoki-100)














